










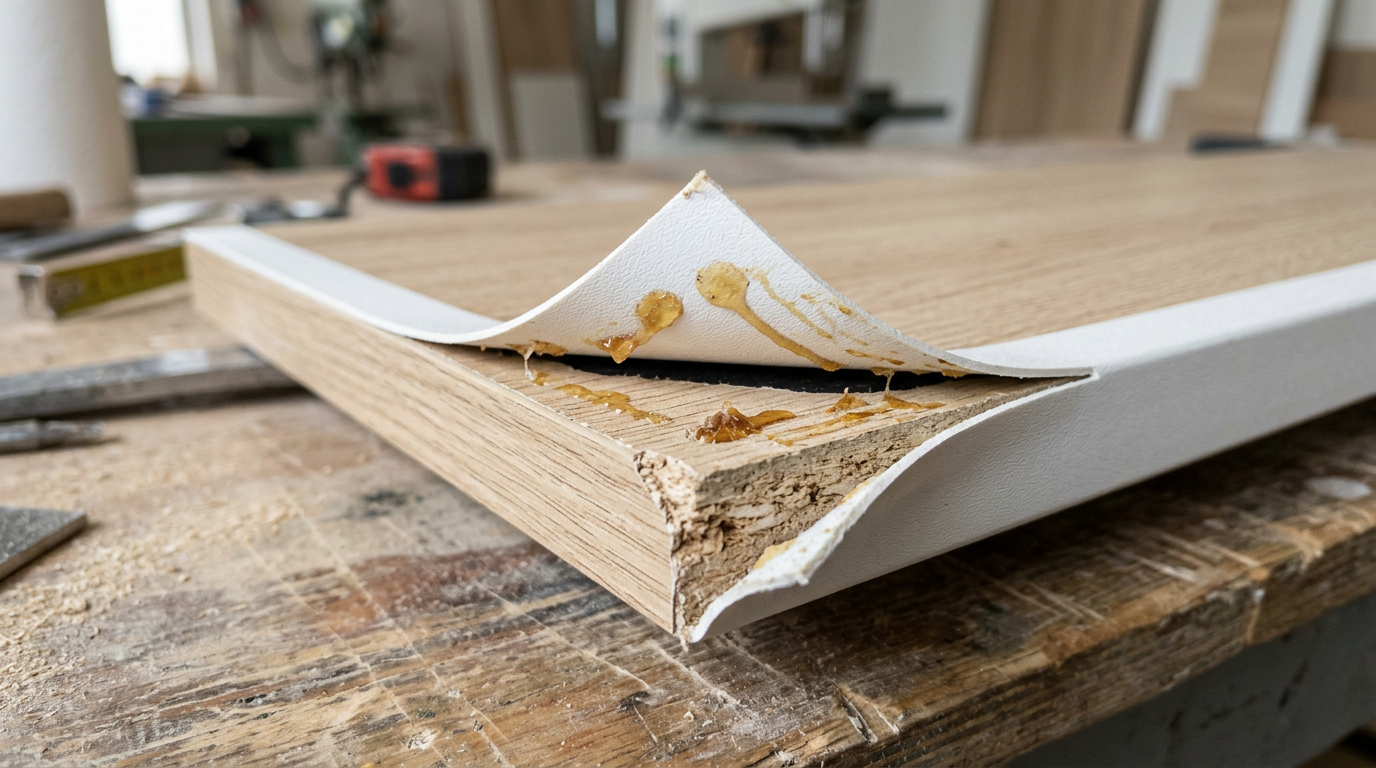
Почему отклеивается и не приклеивается кромка: причины непроклея и как его избежать
Отклеившаяся кромка на мебели — одна из самых частых претензий, с которыми сталкиваются и небольшие мастерские, и крупные производства. На первый взгляд причина кажется очевидной: плохой клей или дешёвая кромочная лента. На практике же непроклей почти всегда возникает из-за совокупности факторов: неподходящего типа кромки, ошибок при настройке клеевого узла, нарушения технологии подготовки торца или неверно выбранного клея под условия эксплуатации мебели. Разберём каждую причину отдельно.
Какую кромку выбрать для ЛДСП и МДФ
Кромочная лента подбирается не «на глаз», а под материал плиты и условия эксплуатации мебели. Самый распространённый вариант — кромка ПВХ (поливинилхлорид): она пластична, хорошо держит форму на криволинейных участках и подходит для мебели любого класса. Меламиновая кромка дешевле и проще в работе, но более хрупкая — на сгибах и углах она может трескаться, поэтому её используют в основном на щитовой мебели без скруглений.
Для кухонной и офисной мебели, фасадов и столешниц, которые подвергаются ударным и температурным нагрузкам, чаще берут кромку ABS (акрилонитрилбутадиенстирол). Она прочнее ПВХ, устойчивее к сколам по торцу и не желтеет со временем, поэтому почти не отличается по цвету от декора плиты даже спустя годы. Шпонированная кромка применяется там, где нужно сохранить рисунок натурального дерева, например на мебели из МДФ под покраску или эмаль — но она требовательнее к влажности и не подходит для влажных помещений без дополнительной защиты.
Толщина кромочной ленты тоже влияет на прочность шва. Тонкая кромка 0,4–0,8 мм визуально незаметна на торце, но плохо маскирует неровности плиты после фрезерования и быстрее отслаивается на углах. Кромка 1–2 мм держится надёжнее и подходит для столешниц, фасадов и мебели с интенсивной эксплуатацией, хотя стоит дороже и требует более точной настройки прижимных роликов под свою толщину.
Отдельно стоит учитывать совместимость кромки с прифуговочным узлом станка. Если кромкооблицовочный станок умеет фрезеровать торец плиты перед нанесением клея (прифуговка), допустимы более тонкие отклонения по толщине плиты в партии — фреза снимает неровности и кромка приклеивается равномерно. Без прифуговки лучше брать более толстую и пластичную кромку, которая компенсирует мелкие дефекты торца. Посмотреть кромкооблицовочные станки с прифуговкой из каталога КРОМ можно в разделе кромкооблицовочного оборудования.
Частые ошибки при кромлении, которые приводят к непроклею
Большинство случаев непроклея объясняются не плохим клеем как таковым, а ошибками в подборе материалов или настройке станка. Перечислим наиболее распространённые из них.
Несовместимый клей. EVA-клей ставят на мебель, которая будет стоять рядом с источником тепла или влаги — например, на кухонную столешницу у плиты. Через несколько месяцев такая кромка начинает отходить, хотя на момент сборки шов выглядел идеально. Тип клея нужно выбирать не по тому, что уже залито в станок, а по условиям, в которых будет работать готовое изделие.
Отсутствие прифуговки торца. После раскроя на торце плиты остаются микроволны от пилы — особенно если диск был не самый острый. Если кромкооблицовочный станок наносит клей прямо на такой торец без предварительного фрезерования, клей неравномерно заполняет неровности, и кромка держится только в отдельных точках. Прифуговочный узел снимает этот слой перед нанесением клея и выравнивает торец под кромку.
Разнотолщинность партии деталей. Если в одной партии оказываются детали с отклонением по толщине плиты даже в 0,5–1 мм, прижимные ролики, настроенные под одну толщину, начинают давить неравномерно: где-то слишком слабо, где-то передавливают шов. Кромка держится на одних деталях и отходит на других, хотя клей и температура были одинаковыми. Перед запуском партии стоит проверять плиту хотя бы выборочно.
Перепад температур в цехе. Зимой плиты часто привозят на склад холодными, а цех отапливается неравномерно. Если деталь идёт под клеевой узел недостаточно прогретой, клей застывает быстрее, чем успевает впитаться в торец. Летом обратная проблема — при высокой температуре в цехе клей на станке может перегреваться сверх паспортного диапазона ещё до того, как оператор это заметит. Температуру клеевого узла стоит проверять отдельно в начале каждой смены, а не доверять одной настройке на весь год.
Неправильная настройка снимающего и скругляющего агрегата. Снимающий агрегат убирает излишки кромки после прижима, а скругляющий формирует радиус по углам. Если фрезы затупились или выставлены не по толщине ленты, кромка рвётся по углам вместо ровного скругления, а на срезе остаются заусенцы, которые визуально выглядят как непроклей, хотя клеевой шов на самом деле в порядке. Настройку агрегатов нужно проверять при каждой смене толщины кромки.
Почему кромка не приклеивается или отклеивается
Непроклей кромки и ситуация, когда отклеилась кромка на мебели уже после эксплуатации, чаще всего следствие одной из четырёх причин: неправильного клея, неверной температуры, загрязнённого торца или несоответствующей скорости прохода заготовки через станок.

EVA или ПУР: в чём разница
Клей для кромки делится на два принципиальных типа. EVA (этиленвинилацетат) — клей-расплав для кромки, который используется в большинстве ручных и бюджетных автоматических кромкооблицовочных станков. Рабочая температура клеевого узла для EVA — 160–190 °C. Шов получается достаточно прочным при комнатных условиях, но при нагреве выше 60–70 °C или при длительном контакте с влагой клей размягчается. Именно поэтому кромка столешницы, находящейся над посудомоечной машиной или рядом с плитой, часто отклеивается: там EVA не справляется.
ПУР-клей (полиуретановый реактивный) при застывании образует химическую связь с материалом, устойчивую к перепадам температуры от -40 до +120 °C и к влажности. Клей для кромки ПВХ на ПУР-основе применяется там, где мебель подвергается жёстким условиям эксплуатации: кухни, ванные, офисные стойки ресепшн. Температура нанесения ниже — 110–130 °C, а вязкость выше, поэтому ПУР требует специального клеевого бака с инертным газом для защиты от преждевременного отверждения.
Кромкооблицовочные станки из каталога КРОМ представлены в версиях как под EVA, так и под ПУР-клей — подобрать подходящую модель под задачи конкретного производства можно на в нашем каталоге.
Температура и скорость
Если температура клееналивного узла ниже рекомендованной, клей не успевает равномерно распределиться по торцу. Кромка прилипает частично, и через несколько недель начинает отходить от угла. Слишком высокая температура — клей перегревается, теряет адгезию и горит. Для каждого типа клея-расплава производитель указывает рабочий диапазон, и его надо соблюдать с точностью ±5 °C.
Скорость прохода заготовки через кромкооблицовочный станок влияет на количество нанесённого клея. При высокой скорости клей ложится тонким слоем и не заполняет микронеровности торца. При слишком низкой — наносится слишком много клея, шов выдавливается наружу и выглядит неопрятно. Для большинства кромкооблицовочных автоматических станков рабочая скорость подачи при нанесении кромки ПВХ толщиной 0,4–2 мм составляет 10–18 м/мин.
Влажность и загрязнение торца — ещё одна распространённая причина непроклея. Если плита хранилась при низкой температуре, а потом перенесена в тёплый цех, на торце конденсируется влага. Клей-расплав не сцепляется с влажной поверхностью: кромка прилипает вначале, но отходит в течение нескольких дней.
Как правильно подготовить заготовку и станок к кромлению
Большинства проблем с поклейкой кромки на ЛДСП и МДФ можно избежать, если выполнять несколько обязательных шагов перед запуском линии. Вот чек-лист, который стоит проверять каждую смену.
- Торец заготовки должен быть сухим и чистым. Протрите его сухой тканью, при необходимости обдуйте сжатым воздухом. Масло, пыль и конденсат — основные враги адгезии.
- Проверьте температуру клееналивного узла. Дайте станку прогреться минимум 15–20 минут после включения — температура должна выйти на рабочий режим и стабилизироваться.
- Настройте скорость подачи под толщину и тип кромочной ленты. Начните с нижней границы рекомендованного диапазона, прогоните тестовую деталь и оцените качество шва.
- Проверьте давление и состояние прижимных роликов. Изношенные ролики не обеспечивают равномерного прижима по всей длине — кромка отходит волнами.
- Убедитесь, что клеевой бак заполнен. При работе «на остатках» клей перегревается и теряет свойства — первые и последние метры детали в смене наиболее уязвимы.
Инструмент и расходники — почему они важны
Даже идеально настроенный кромкооблицовочный станок с прифуговкой не спасёт результат, если кромочная лента низкого качества. Дешёвая кромка ПВХ имеет нестабильную толщину по длине рулона, а её внутренний слой слабо поглощает клей. В итоге шов выглядит качественным сразу после обработки, но расслаивается при нагрузке.
На что обращать внимание при выборе кромочной ленты: равномерная толщина по всей длине рулона, отсутствие расслоений на торцах, шероховатая тыльная сторона (она улучшает адгезию). Для мебели класса стандарт и выше применяют ПВХ-кромку толщиной 1–2 мм; тонкую 0,4 мм используют только там, где видимый шов не критичен.
С прижимными роликами та же логика. Резиновое покрытие роликов со временем стирается и теряет упругость — ролик перестаёт равномерно прижимать кромку по всей длине, особенно на стыках деталей. Изношенные ролики часто меняют только когда кромка начинает отходить волнами, а стоило бы проверять их состояние заранее. То же касается клеевого валика: налёт застывшего клея на его поверхности приводит к неравномерному нанесению и проплешинам в шве, даже если температура и скорость подачи выставлены правильно.
Заключение
Непроклей кромки — это всегда несколько причин, которые действуют одновременно. Подходящий тип и толщина кромки, правильно подобранный клей под условия эксплуатации и исправная прифуговка торца убирают большинство проблем ещё до запуска линии. Чистый торец, стабильная температура клееналивного узла, ровная партия деталей по толщине и качественные расходники — ролики, фрезы, клеевой валик — решают всё остальное.
Если вы только выстраиваете производство или ищете замену изношенному оборудованию — специалисты КРОМ помогут подобрать кромкооблицовочный станок под ваш объём и бюджет.
Своевременное обслуживание винтового компрессора — основа его долгой и безаварийной работы. Регламент обслуживания.